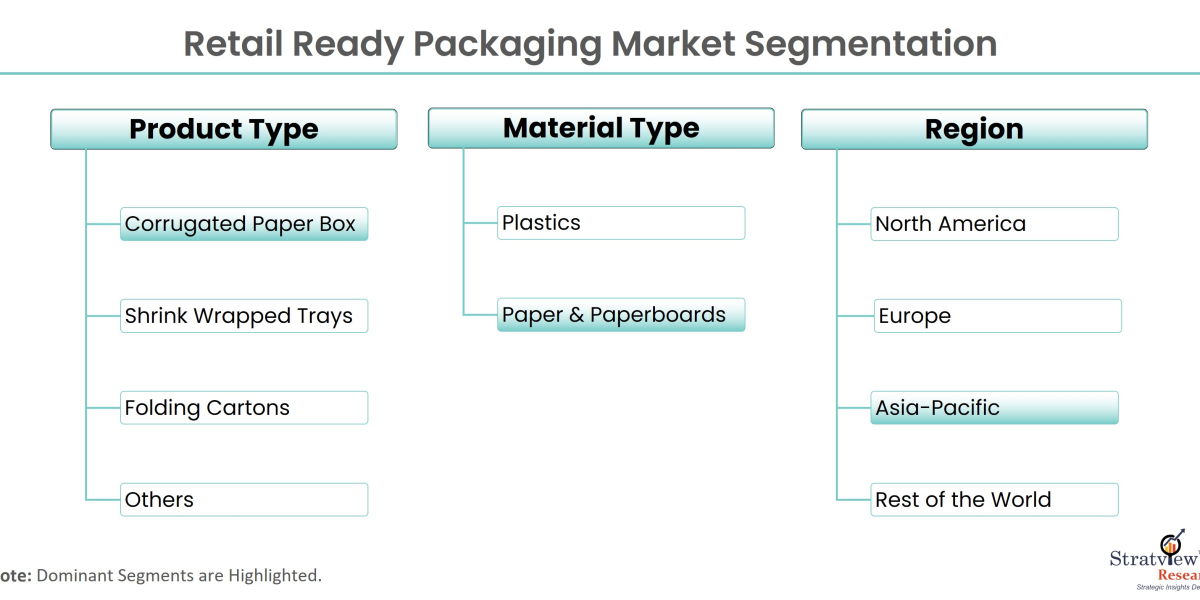
According to Stratview Research, the retail ready packaging market is segmented by Product Type (Die Cast Display Box, Corrugated Paper Box, Shrink Wrapped Trays, Folding Cartons, and Others), by Material Type (Paper & Paperboards, Plastics [PETE, PE, and Others]), by Industry Type (Food [Dairy Products, Fruits & Vegetables, Meat & Poultry], Beverages, Cosmetic & Personal Care, Pharmaceuticals, and Others), and by Region (North America, Europe, Asia-Pacific, and Rest of the World).
In the fast-paced world of retail, efficiency is a top priority. One key element in achieving this efficiency is retail-ready packaging (RRP). RRP is not just about making products look good on store shelves; it's also a strategic tool for streamlining supply chains. In this article, we'll explore how retail-ready packaging is transforming supply chains and contributing to the success of brands and retailers.
What Is Retail-Ready Packaging (RRP)?
Retail-ready packaging, often referred to as shelf-ready packaging, is designed to simplify the process of getting products from the manufacturer to the store shelf. It is packaging that not only protects the product but also allows for quick and easy restocking on store shelves. RRP typically includes clear product visibility, easy-open features, and branding that catches the consumer's eye.
Efficiency in the Supply Chain
The adoption of RRP brings several benefits to supply chain management:
Faster Restocking: Traditional packaging often requires the labor-intensive process of unpacking and repackaging products on store shelves. RRP eliminates these steps, allowing retailers to restock products quickly and efficiently. This results in cost savings and minimizes disruptions on the shop floor.
Reduced Labor Costs: RRP's ease of handling means that less labor is required for restocking. Retailers can allocate their workforce more efficiently, allowing employees to focus on customer service and other essential tasks.
Optimized Inventory Management: With RRP, it's easier for retailers to monitor product levels and inventory turnover. This data can help them make informed decisions about restocking and inventory replenishment, reducing overstocking or understocking issues.
Enhanced Visibility: Clear and consistent branding on RRP helps retailers identify and locate products quickly, reducing the time spent searching for items in the stockroom. This improved visibility leads to faster restocking and a more efficient supply chain.
Retailer Benefits
Retailers stand to gain significant advantages from embracing RRP:
Improved Customer Experience: The efficient restocking facilitated by RRP ensures that products are readily available to customers. This enhanced shopping experience can lead to higher customer satisfaction and increased loyalty.
Reduced Waste: RRP is often designed with minimal packaging, reducing waste and contributing to sustainability goals. Reduced waste disposal costs and a smaller environmental footprint are additional benefits for retailers.
Brand Consistency: RRP helps maintain consistent branding across different store locations. This uniformity reinforces brand identity, making it easier for customers to recognize and trust products.
Manufacturer Benefits
Manufacturers also reap rewards when utilizing RRP:
Reduced Packaging Costs: RRP often uses less material than traditional packaging, resulting in cost savings for manufacturers. Additionally, the standardization of packaging can lead to economies of scale in production.
Faster Time-to-Market: RRP simplifies the packaging process, reducing the time it takes to get products onto store shelves. This speed to market is essential in responding to changing consumer trends and demands.
Improved Retailer Relations: RRP streamlines the supply chain, making it easier for retailers to work with manufacturers. This can foster stronger relationships and lead to increased sales and product placement opportunities.
Challenges and Considerations
While RRP offers numerous advantages, it's not without its challenges. Manufacturers must invest in packaging redesign and may face resistance from retailers accustomed to traditional packaging methods. Additionally, the initial costs of implementing RRP can be a barrier for some companies.
However, the long-term benefits of RRP in terms of supply chain efficiency, reduced costs, and improved customer satisfaction often outweigh the initial challenges.
Conclusion
Retail-ready packaging is more than just a visually appealing way to present products on store shelves. It is a strategic tool that streamlines supply chains, benefiting both retailers and manufacturers. The efficiency it brings to inventory management, restocking, and the overall supply chain contributes to the success of brands and retailers in a competitive retail landscape.
As retailers continue to seek ways to optimize their operations and meet consumer demands for convenience, RRP is poised to play an increasingly pivotal role in shaping the future of retail supply chains. Its ability to enhance efficiency, reduce costs, and improve the customer experience positions it as a valuable asset for those looking to succeed in the retail industry.








